一、定义(什么是?)
OPE是指Overall Production Effectiveness,意思是指总体生产效率。
OEE是指Overall Equipment Efficiency,意思是指总体设备效率。
二、作用(有什么用?)
OPE是衡量以人为主的生产线/生产单元效率及质量的综合指标。
OEE 是衡量以设备为主的生产线/生产单元的效率及质量的综合指标。
三、公式(怎样用?)
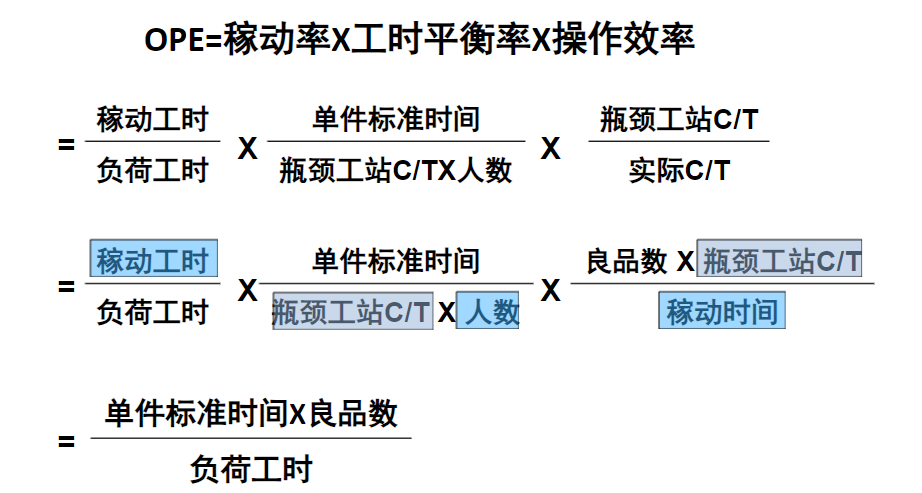
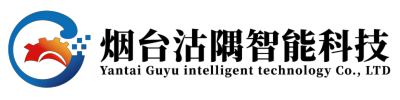
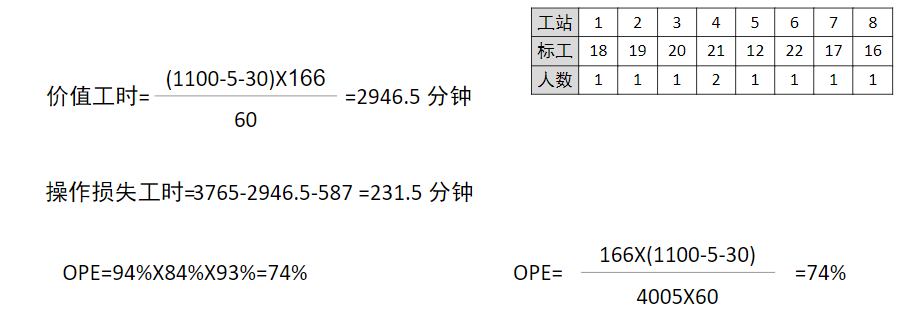
O P E | OPE=稼动率×工时平衡率×操作效率 |
稼动率=(稼动工时 / 负荷工时)×100% 工时平衡率=【单件标准时间 / (瓶颈工站C.T × 人数)】×100% 操作效率=(瓶颈工站C.T / 价值C.T)×100% | |
价值C.T=良品数/稼动时间 稼动时间=稼动工时/人数 | |
OPE=(单件标准时间*良品数)/负荷时间 | |
|
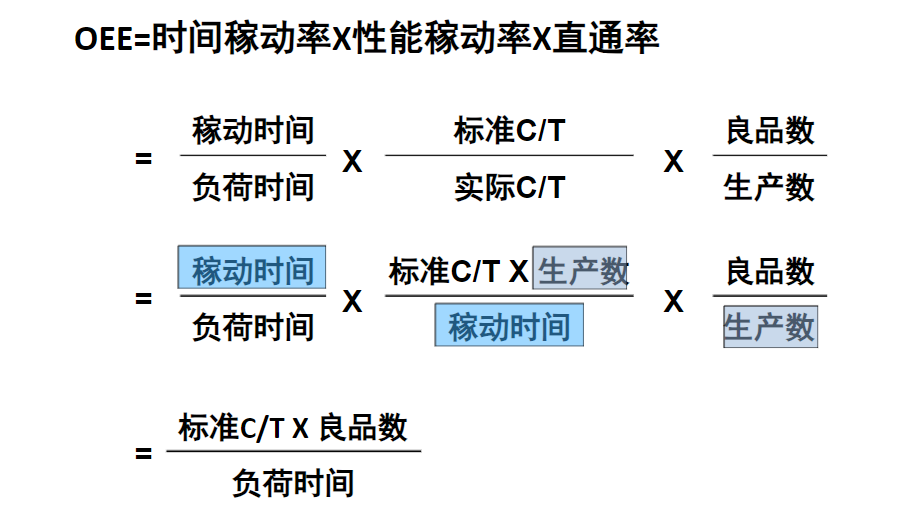
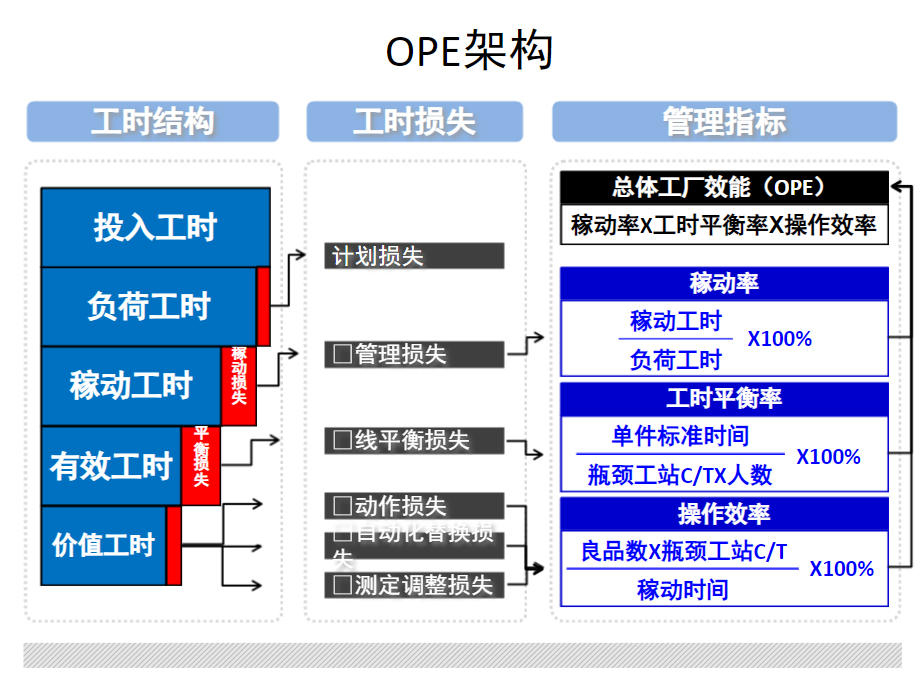
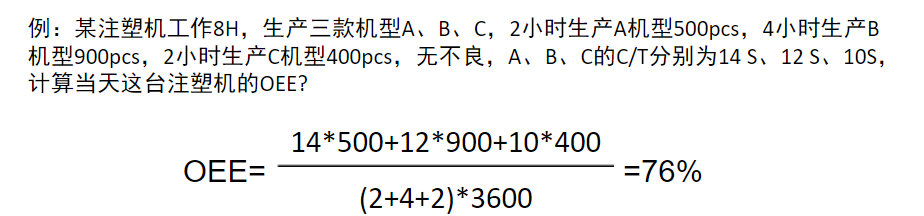
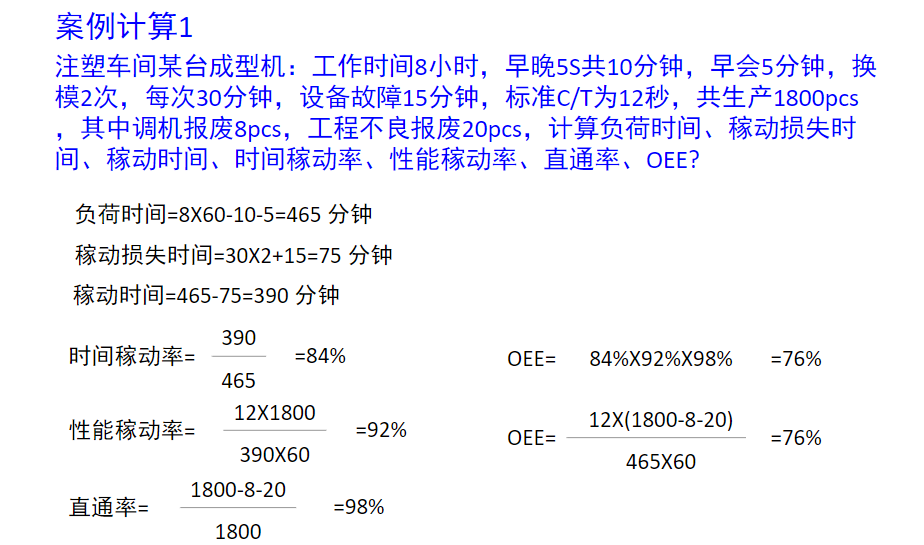
O E E | OEE=时间稼动率×性能稼动率×直通率 |
时间稼动率=(稼动时间 / 负荷时间)×100% 性能稼动率=(标准C.T / 实际C.T)×100% 直通率=(良品数 / 生产数)×100% | |
实际C.T=生产数 / 稼动时间 | |
OPE=(单件标准时间*良品数)/负荷时间 | |
|
四、架构:
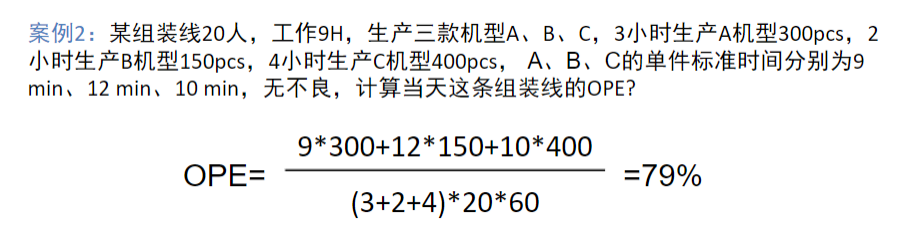
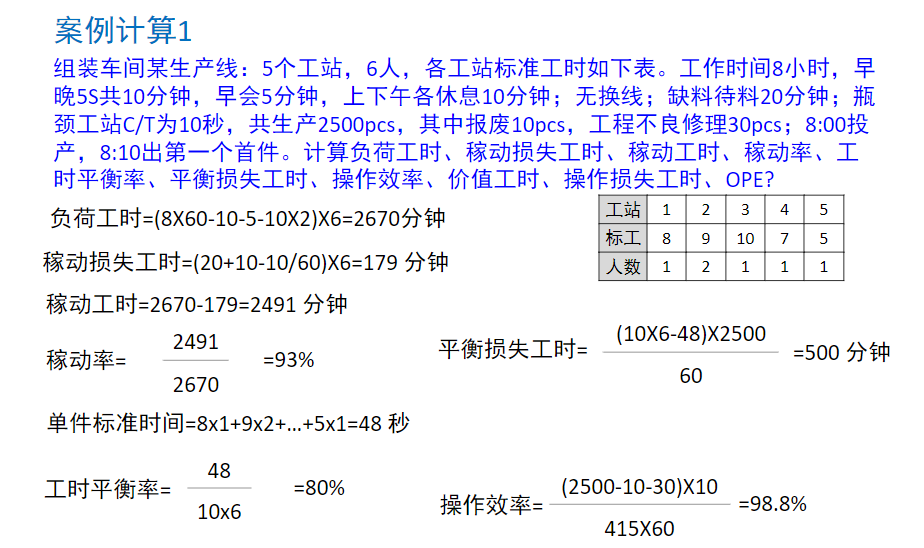
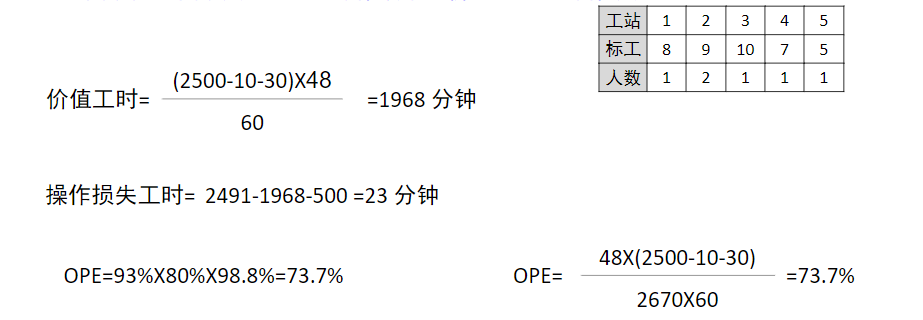
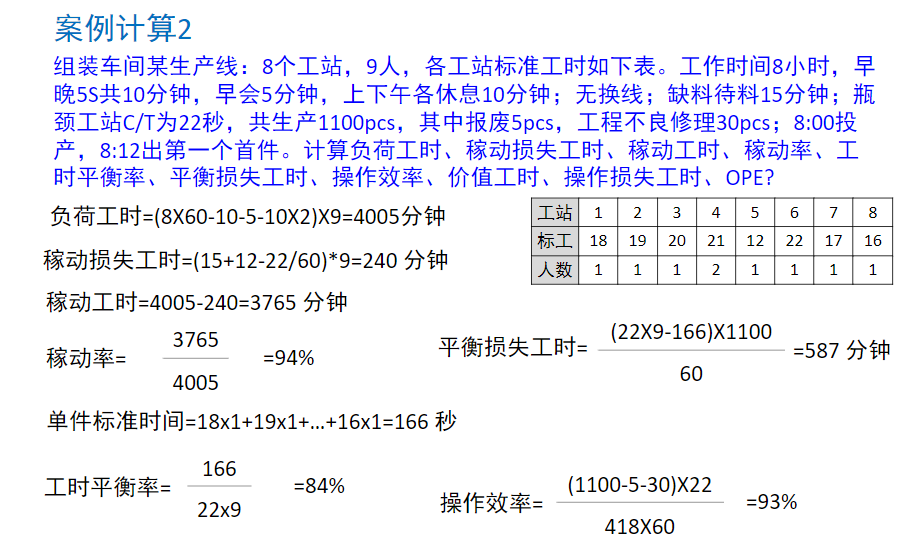
五、实例:
OPE:
OEE:
六、写在最后:
本章内容主要摘自(效率提升OPE和OEE概述.ppt 免费在线阅读 (book118.com));更详细的解释大家可以点击链接转过去。此篇内容作者讲得非常详细,并且经过验证逻辑是通的,网上其他地方的内容基本没有详细解释的,有的可能逻辑不通,有的甚至颠倒了;当然此篇内容也不一定是决对准确的,毕竟不是什么权威平台发布的,如有问题,欢迎批评指正。(PS:此篇内容中有个小BUG,作者在OPE中的“实际C/T”和OEE中的“实际C/T”计算方式不一样,一个考虑了不良品,另一个没考虑;在这里我理解的是这两个“实际C/T”本身不是一个概念,因此我把OPE中的“实际C/T”更名为“价值C/T”。)
18753540339